
 李金城
李金城 
一、测量器具的分类
测量器具是一种具有固定形态、用以复现或提供一个或多个已知量值的器具。按用途的不同量具可分为以下几类:
1、单值量具
只能体现一个单一量值的量具。可用来校对和调整其它测量器具或作为标准量与被测量直接进行比较,如量块、角度量块等。
2、多值量具
可体现一组同类量值的量具。同样能校对和调整其它测量器具或作为标准量与被测量直接进行比较,如线纹尺。
3、专用量具
专门用来检验某种特定参数的量具。常见的有:检验光滑圆柱孔或轴的光滑极限量规,判断内螺纹或外螺纹合格性的螺纹量规,判断复杂形状的表面轮廓合格性的检验样板,用模拟装配通过性来检验装配精度的功能量规等等。
4、通用量具
我国习惯上将结构比较简单的测量仪器称为通用量具。如游标卡尺、外径千分尺、百分表等。
二、测量器具的技术性能指标
1.量具的标称值
标注在量具上用以标明其特性或指导其使用的量值。如标在量块上的尺寸,标在刻线尺上的尺寸,标在角度量块上的角度等。
2.分度值
测量器具的标尺上,相邻两刻线(最小单位量值)所代表的量值之差。如一外径千分尺的微分筒上相邻两刻线所代表的量值之差为0.01mm,则该测量器具的分度值为0.01mm。分度值是一种测量器具所能直接读出的最小单位量值,它反映了读数精度的高低,也说明了该测量器具的测量精度高低。
3.测量范围
在允许不确定度内,测量器具所能测量的被测量值的下限值至上限值的范围。例如,外径千分尺的测量范围有0~25mm、25~50mm等,机械式比较仪的测量范围为0~180mm。
4.测量力
在接触式测量过程中,测量器具测头与被测量面间的接触压力。测量力太大会引起弹性变形,测量力太小会影响接触的稳定性。
5.示值误差
测量仪器的示值与被测量的真值之差。示值误差是测量仪器本身各种误差的综合反映。因此,仪器示值范围内的不同工作点,示值误差是不相同的。一般可用适当精度的量块或其它计量标准器,来检定测量器具的示值误差。
三、测量工具的选定
每次测量前,需要根据被测零件的特殊特性选择测量工具,比如,长、宽、高、深、外径、段差等可选用卡尺、高度尺、千分尺、深度尺;轴类直径可选用千分尺、卡尺;孔、槽类可选用塞规、块规、塞尺;测量零件的直角度选用直角尺;测量R值选用R规;测量配合公差小,精度要求高或要求计算形位公差时可选用三次元、二次元;测量钢材硬度选用硬度计。
1.卡尺的应用
卡尺可测量物体的内径、外径、长度、宽度、厚度、段差、高度、深度;卡尺是最常用、使用最方便的量具,在加工现场使用频率最高的量具。
数显卡尺:分辩力0.01mm,用于配合公差小(精度高)的尺寸测量。

表卡:分辩力0.02mm,用于常规尺寸测量。

游标卡尺:分辩力0.02mm,用于粗加工测量 。

卡尺使用前需先用干净的白纸将灰尘与脏污去除(用卡尺外测定面卡住白纸然后自然拉出,重复2-3次即可)
使用卡尺测量时,卡尺的测量面应尽量与被测物体的测量面平行或垂直;
使用深度测量时,如被测物体有R角时,需避开R角但紧靠R角,深度尺与被测高度尽量保持垂直;
卡尺测量圆柱时,需转动且分段测量取最大值;
因卡尺使用的频率高,保养工作需要做到最好,每天使用完后需擦拭干净后放入盒内,使用前需用量块检验卡尺的精度。
2. 千分尺的应用

千分尺使用前需先用干净的白纸将灰尘与脏污去除(用千分尺测量接触面与螺杆面卡住白纸然后自然拉出,重复2-3次即可),然后扭动旋钮,测量接触面与螺杆面快接触时,改用微调,当两面完全接触后调零,即可进行测量。
千分尺测量五金件时,调动旋钮,快接触工件时,改用微调旋钮旋进,当听到咔、咔、咔三声响后停止,从显示屏或刻度上读出数据。
测量塑胶产品时,测量接触面与螺杆轻轻接触到产品即可。
千分尺测量轴类直径时,至少测量两个以上方向且分段测取最大值测量中的千分尺,两接触面应当随时保持清洁,减少测量误差。
3. 高度尺的应用
高度尺主要用来测量高度、深度、平面度、垂直度、同心度、同轴度、面振、齿振、深度、高度尺测量时,首先要检验测头、各连接部位有无松动现象。

4. 塞尺的应用
塞尺适用于平面度、弯曲度、直线度的测量

平面度测量 :
将零件放置平台上,用塞尺测量零件与平台之间的间隙(注意:测量时塞尺与平台保持无间隙压紧状态)

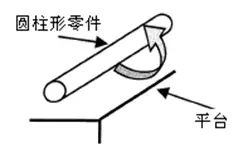
直线度测量:
将零件放在平台上旋转一周,用塞尺测量零件与平台之间的间隙。
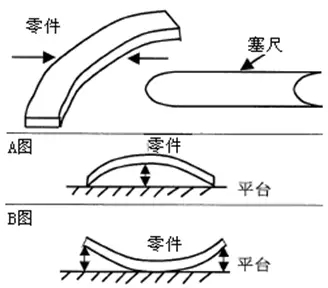
弯曲度测量:
将零件放置在平台上,选取相应的塞尺测量零件两侧或中部与平台之间的间隙。
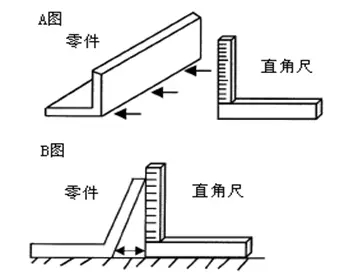
垂直度测量:
将被测零的直角度的一边放置于平台上,另一边让直角尺与之靠紧,用塞尺测量部品与直角尺之间最大的间隙。
5. 塞规(棒针)的应用:
适用于测量孔的内径、槽宽、间隙。

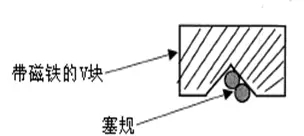
零件孔径较大,没有合适的针规时,可将两个塞规重叠,按360度方向测量将塞规固定在带磁性的V形块上,可防止松动,易于测量。
孔径测量
内孔测量:孔径测量时,贯通为合格,如下图。
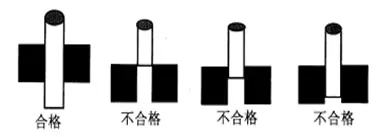
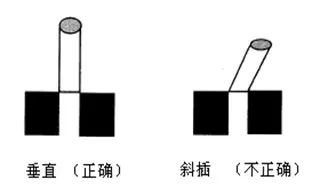
注意:塞规测量时,需垂直插入,不可斜插。
6.精密测量仪:二次元
二次元是一种高性能、高精密特性的非接触式的测量仪器。测量器具的感应元件与被测零件表面不直接接触,因而不存在机械作用的测量力;二次元通过投影的方式将所能捕捉到的图象通过数据线传输到电脑的数据采集卡中,之后由软件在电脑显示器上成像;可进行零件上各种几何元素(点、线、圆、弧、椭圆、矩形)、距离、角度、交点、形位公差(圆度、直线度、平行度、垂直度、倾斜度、位置度、同心度、对称度)的测量,还可进行外形轮廓2D描绘用CAD输出。不仅能观测到工件轮廓,而且,对于不透明的工件的表面形状也可以测量。

常规几何元素测量:下图零件中的内圆是利角,只能用投影的方式进行测量。

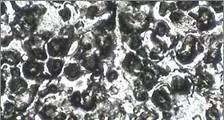
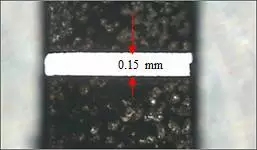
电极加工表面观测:二次元的镜头具有放大功能电极加工后粗糙度检验(放大100倍影像)。
浇口的检测:模具加工中,经常会有一些浇口在隐在槽内,各种检测仪器都不法进行测量,这时,可用橡胶泥贴在胶口上,胶口的形状就会印在胶泥上,再用二次元测量胶泥印的大小得出浇口尺寸。
注:因二次元测量时,无机械作用力,对于较薄、较软的产品尽量采用二次元进行测量。